AM Food Grade Shaft Seal
The AM Food Grade shaft seal eliminates product loss on food industry equipment.
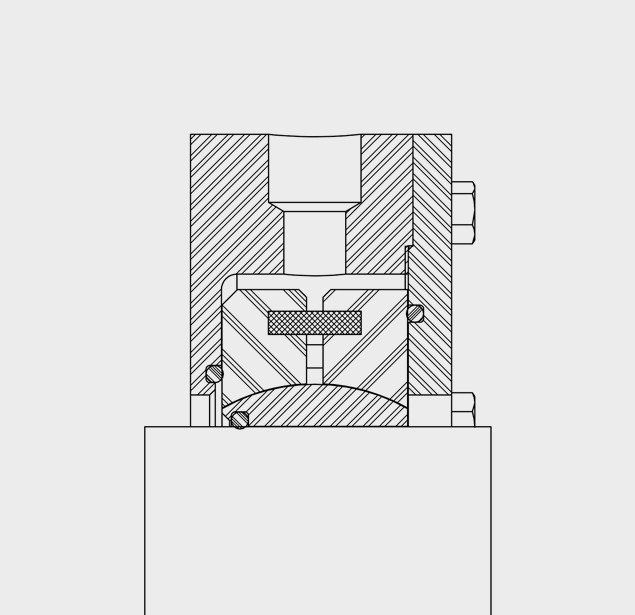
The Inpro/Seal AM Food Grade is a permanent Air Mizer shaft seal design constructed of FDA approved material for product applications within food processing industries. Designed to last the lifetime of your equipment, the unique design of the AM Food Grade shaft seal is maintenance free with no wearing parts. The patented throttle/stator interface fully articulates to accommodate radial run-out, axial movement and angular misalignment simultaneously.
Technical Data
- Standard Material – Stainless Steel
- Axial Movement – unlimited
- Radial Movement – 3.00 mm (0.118 in.)
- Temperature Range – -29°C (-20°F) to 93°C (200°F)
- Speed – 1,800 rpm
- Product Pressure – 2.07 bar (30 psi)
- Shaft Size – 25.40 mm (1.000 in.) to 254 mm (10.000 in.)
Consult an Inpro/Seal representative for operating conditions outside of limits shown.
Typical Applications
Downloads
Related Case Study
Air Mizer Shaft Seal Upgrade Stops Costs and Product Loss from Piling Up
For a mixer that processes 15,000 lbs. of dry mix every hour, a leaking seal that requires replacement every six months is costly. Multiply these losses by 10 mixers, each operating three shifts a day, five days a week, and the accumulated losses become unsustainable.
At a food manufacturing facility in Toledo, Ohio, leaking mixers were losing 830 lbs. of pancake mix every week. Read how a split AM Food Grade design has saved the plant $18,750 per mixer each year.

Ready to Get Started?
Count on us to improve equipment reliability and process efficiency with complete shaft sealing solutions. Our experienced sales and engineering team can design a custom engineered shaft seal to fit the exact requirements of your equipment and operating environment.